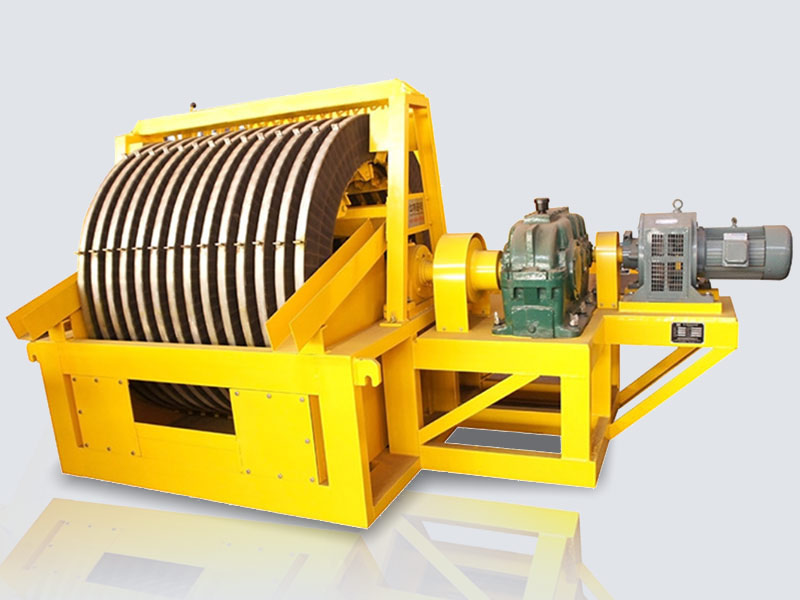
全磁尾矿回收机是一种性能较好的设备,它较大地改进了传统盘式裸磁机的磁路结构、盘式结构和卸料装置。磁选机主要由罐体(考虑机架的功能)、副机架、磁盘组、卸料装置、导槽和传动系统组成。
回收机工作时,每个分选板下部1/3的永磁场浸没在泥浆中,磁性材料排放区位于每个分选板的顶部间隙。纸浆中的磁性材料在磁性系统的磁力作用下吸附到每个分选盘的两侧。当每个分选盘旋转将磁性材料运送到顶部卸矿装置时,脉冲磁场低磁场区的磁性材料被卸矿装置强制卸下,并落入导槽进行卸矿,从而完成了回收磁性材料的过程。
高磁场力和卸矿效率是提高设备运行回收率的重要因素,尾矿回收机采用性能较高的磁性材料设计,磁系统结构具有脉动磁场特性,磁力大,作用面积大,可在高磁场强度下实现无水或少水卸载;设备采用环形全磁系统形式,磁场利用率高,大大减少了设备的重量,可为配置单独的放电装置提供条件,实现不间断维护;关键磁性系统部件受到严密保护,以防氧化和磨损。磁系统使用年限较长,10年内退磁率不大于5%;设备传输系统模块化、分离式,运行稳定,能耗低,运行率高。
机器的磁系统结构和磁场分布特征为:
合理的磁系统设计和磁场分布是尾矿回收机良好磁选性能的关键。回收机的磁路结构具有磁系统利用率高、磁场强度高、磁场周向脉动分布、磁场深度大等特点,磁路的周向磁场具有强和弱的脉动特性。磁性粒子在强磁场区域被捕获,在弱磁场区域被释放。中、高磁场强度的回收机一般采用性能、价格较高的NdFeB稀土永磁块。全磁系统回收机的磁系统结构不同于传统的磁盘结构。采用大外圈面积的环形磁系统布局,在保持足够分选面积的前提下,减少设备重量,降低磁系统成本。为了增加磁场作用的深度,单圆盘的磁路设计采用了沿圆盘圆周交替的相同磁极和径向相反磁极的磁系统布局,这可以提高在高流速下捕获纸浆中磁性粒子的概率。合理设计径向磁块尺寸比可以提高磁场的利用率。
当分拣盘串联连接形成一个磁盘组时,相邻的磁盘表面以不同的极性排列,分选带较宽,可维持弱磁场区的磁场强度,有利于尾矿浆中磁性铁的回收。
一般来说,环形全磁尾矿回收机是一种中高场强的磁选设备。分离环表面的磁感应强度高,作用深度大。它可以在分离过程中保持较高的回收率。

 潍坊泰昌电磁机械有限公司
潍坊泰昌电磁机械有限公司 郭经理:13573680058
郭经理:13573680058 山东省潍坊市临朐县城关街道北五里庄工业园兴隆门窗厂院内
山东省潍坊市临朐县城关街道北五里庄工业园兴隆门窗厂院内